��1�����������������γߴ�v62�ȴ��������� �� �ȴ�����ҵ�ij����ǿ� CHTE ��ȫ���ȴ���������Ϣ��վ �ȴ��������� CHTE
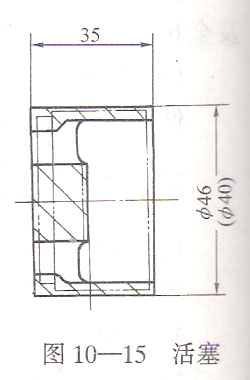
���������������γߴ���ͼ10-15��ʾ��
��2�����ϼ�����Ҫ��
�����Ƿ�����ʵ�ֹ���ѭ�����������ת������Ҫ����������������ڳ��ܸ��¸�ѹ�����á����ڸ��������˶�����Ҫ���ܴܺ�Ĺ���������˻���Ҫ�иߵĸ���ǿ�ȡ�Ӳ�ȡ���ĥ�Լ���ʴ�ԣ���Ҫ����ϱ���С�������Ժú�������ϵ��С���û���ѡ��ZalSi11Mg�����Ͻ��ŵ��ǵ����Ժã�������ͨ���ȴ��������ǿ�ȡ�Ӳ�Ⱥ���ĥ�ԡ��ȴ�������Ϊ���+ʱЧ������
��3���ȴ������գ����+ʱЧ��
������525��+5�棬����6h�����40~90��ˮ�У�Ȼ����205��ʱЧ8h��Ӳ��HBS100~140.
��4������˵��
1������ǰ��������
�ٶ��豸����ʹ��ǰ��飬���豸�ĸ���λ�͵���ϵͳ�����ʱ���ɿ�¯��
��У��¯�¡�
�۶Ի���������ϴ���������ͽ���м��
2��������
��װ¯ �������Ͽ�װ���룬���Ͽ�װ��¯�ŵ���ʱЧ�������ڡ�
�ڼ��� װ¯��ϣ��͵粢����ѭ�����ȵĵ綯����¯�����µ�525�濪ʼ���¡�
�۱��� ����ʱҪ���ƺ��¶ȣ����⾧���ֻ���
����ȴ ���½��������ӳ�¯���������Ҫ�����ܿ죨���ܳ���15s���ش���40~90��ˮ�У����¶��½����¹����巢�����ַֽ⣬����ʱЧǿ��Ч����
3��ʱЧ���� ѡ��RJJ��ʽ�ػ�¯���¶�205�棬ʱЧʱ��8h����¯���䡣Ӳ��HBS100~140��
|